
metalworkingmag.com
02
'23
Written on Modified on
MAPAL News
MAPAL: MAJOR PROGRESS IN EXTERNAL REAMING OF TURNING WORKPIECES
Mass production of precise turning workpieces on multi-spindle automated lathes is subject to its own rules. The highest component quality only guarantees admission to the competition. In a hotly contested market, every tiny opportunity for cost reduction must be taken.

“We’re part of MSMgroup, a group of companies specialising in magnetic actors and sensors, now in its fourth generation as an owner-run business, with around 2,700 employees worldwide,” says Alexander Hildt, Head of Manufacturing at W. E. Schultz GmbH in Oberrindal (Switzerland). The company plant, in its idyllic rural surroundings, specialises in producing turning workpieces in large quantities. The components produced are intended for electromagnetic assemblies such as solenoid and switching magnets, magnet valves or sensors and actuators in a wide range of different fields of application. The company proudly points to components used to control a mini helicopter for a NASA mission to Mars.
However, its everyday work involves mass production of ultra-precise parts by turning. These parts serve as the starting material for producing assemblies in the group’s plants around the globe. End users come from industries such as the automotive industry, aerospace and machine and system engineering.
Mass production at the highest level of quality
“As a true mass producer of comparably simple parts, we have to be able to compete in terms of price and quality with competitors from Asia here in Switzerland,” says Alexander Jaksch, Deputy Head of the Turning Shop. Accordingly, the business must take advantage of every little opportunity to improve productivity, parts quality or economic efficiency. A key lever in this is the support of external partners such as suppliers of tools used. “Ultimately, the tools for a machine tool are as important as the tyres on a car,” says Jaksch. A decisive factor in the machine tool’s performance is also what happens in the contact area between the cutting edge and the part. That’s why W. E. Schultz only uses tools for every workpiece that have been carefully optimised for this machining task. The potential that can be tapped into here has been demonstrated to decision-makers at W. E. Schultz by a custom tool developed and subsequently optimised by MAPAL.

A turning workpiece that’s not as simple as it looks
“This project was about a part that seemed rather simple on the surface, a sleeve turned from solid with a diameter of almost 15 mm and a length of 10 mm,” says Emil Hugentobler, Machine Fitter at the Oberrindal plant. The part is produced in quantities of around a million per year and is used in the adjustment mechanism of a modern car shock absorber system. It was manufactured economically using a slightly older multi-spindle automated lathe. However, there are two crucial sticking points here: on the one hand, with regard to the narrow diameter tolerance of 14.7 mm +12/-2 µm and on the other hand, the exceptionally low surface roughness of only Rz = 6 µm. Both specifications are actually no longer possible with the 30-year-old automated lathe used. Usually, fine machining of this kind would have to be done by grinding.
External reaming as alternative
“In this situation we became aware of MAPAL’s external reamers, particularly a custom tool for external reaming,” recalls Alexander Hildt. The external reamer is equipped with three guide pads and an adjustable indexable insert. The key advantage of this solution is that the outer dimensions of the workpiece are represented by the inner dimensions of the tool. Machine-related influencing factors such as increased play in the machine kinematics or the bearing of the spindle or chuck, on the other hand, are practically irrelevant. The tool made it possible to reliably guarantee the required properties and to fulfil the production task satisfactorily.
For the little issue of adjustment…
“However, there’s hardly anything good in the world that turns out to be completely perfect on closer inspection,” says Alexander Jaksch. The new tool worked incredibly well. However, due to its design, there were certain challenges in setting the indexable insert after a change or resetting if the desired dimension threatened to depart from the tolerance range. The employee responsible guided the indexable insert into the tool for clamping and adjusted it there. A measuring sensor also had to be inserted inside the tool and “reset to zero” at the guide pads. The probe was then moved to the cutting edge in order to set the desired protrusion on the very inside and the back taper on the outer edge of the insert, both with an accuracy in the µm range. This was made difficult by the severely restricted visibility in the narrow tool cavity. Accordingly, making tool setting easier to handle was right at the top of employees’ wish lists.
…an elegant solution was found
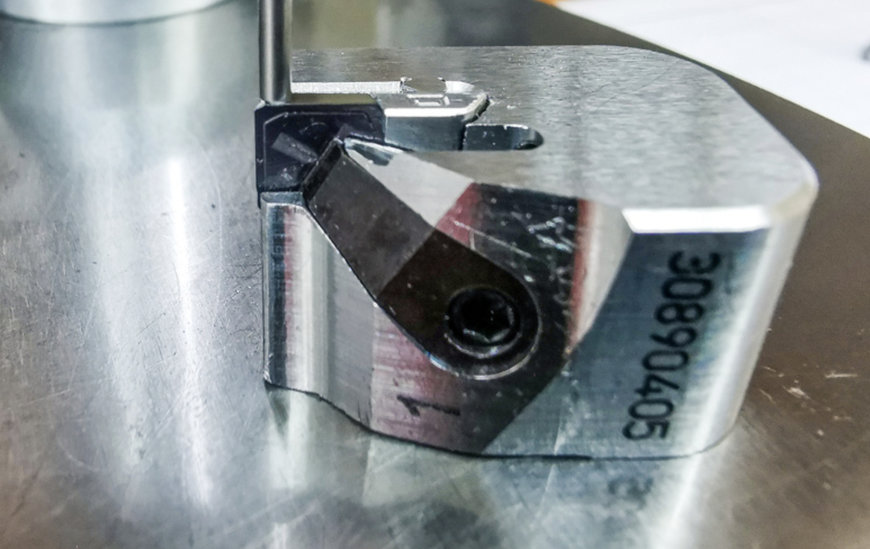
“In early 2019, our MAPAL technical consultant came to us with a new development,” recalls Emil Hugentobler. The new external reaming tool is equipped with the EasyAdjust-System. In this solution for external machining of small diameters, the indexable insert is fixed in a cassette externally and set with a dial gauge in the simplest way possible. In the EasyAdjust-System, the contact surface in the cassette directly maps the back taper angle of the minor cutting edge, so that only the diameter has to be set manually. Setting is thus so easy and safe that any employee can perform it manually in just a few actions. Then all they need to do is insert and fasten the cassette in the tool – and it’s done.
The new solution is particularly economical for W. E. Schultz, too, as Patrick Di Cataldo, Technical Consultant at MAPAL, highlights. Instead of the previous WP inserts with only one cutting edge, significantly cheaper TEC indexable inserts with four cutting edges are now used. Thanks to the higher number of cutting edges, the TEC insert achieves four times the tool life. “This solution reduced our cutting costs to around 25 percent and our set-up costs to as little as around 10 percent of the previous values,” says Alexander Jaksch with visible satisfaction.
www.mapal.com
