
Barrel tools – The when, where and why?
By Rhys Williams.
What are barrel tools?
The original barrel tool has been in existence for decades and its uses are very limited. Shaped like a barrel with two equal flute radii and used to produce slots with curved walls, the barrel tool never rose to prominence until more recent times.
With the ever-increasing capabilities of 5-axis CNC machine tools and high-end CAM software, it became apparent that this type of tool could be developed into various forms that could solve engineering and programming issues. The fundamental basics of the tool design are the same, that is to take a segment of a circle and use that arc to form the cutting edge to give greater flexibility for the contact area. There are three main types of ‘new’ barrel tool designs and these include geometries such as the conical form, the tangential form and the lens form.
Each tool has a radius, either along the flute or the end radii. This allows for a greater step-down rate (or step over for the Lens Tool) than can be achieved by using other conventional tools such as ball nose or endmills with corner radii.
Why were they developed?
There has been a great push to reduce cycle times for roughing out parts. Everyone from machine tool builders, tool holder manufacturers, workholding suppliers, lubrication providers, CAD/CAM software companies and of course the cutting tool manufacturers have all been involved.
Various cutting tools have been developed down the years, resulting in vastly improved cycle times. Next in the spotlight was the finishing process and as demand increased for lightweight components with higher surface finishes (Ra), more challenges arose.
Just concentrating on tools for finishing, the most suitable tools were endmills with corner radii or ball nose endmills; with the latter being the most widely used. These tools have been used on a huge variety of surfaces with cycle times subsequently being very long due to the restrictions on the tool diameter and small step down (ap) needed to obtain the required surface finish. The only way to increase the step down was to use a larger diameter tool and this proved impractical due to the limited access and potential for collisions. So, the issue had to be addressed. We needed to develop a tool that allows for a greater step down without any loss of Ra finish that can simultaneously be used in restricted areas.
Understanding the concept
The ball nose endmill is based on a circle with the step down being limited to the contact area of the cut. This is generally calculated as the step-down rate (ap) = 0.02XD1. For example, a 10mm diameter ball nose can achieve a step-down rate (ap) of 0.20mm. Therefore, to increase the step down by 3 times, the tool diameter would need to be 30mm, which would be expensive and impractical in most applications.
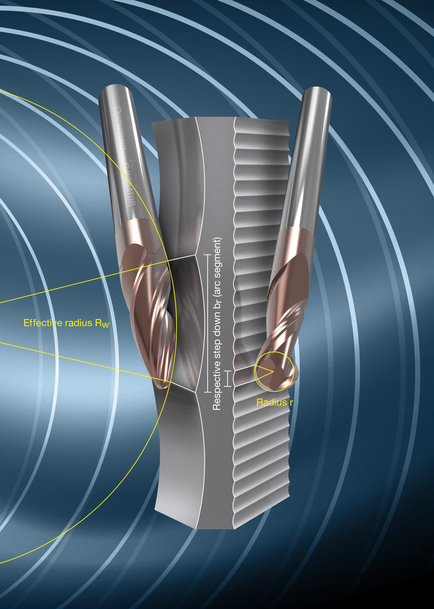
However, by taking the segment of that 30mm diameter and adapting the arc to form the flute of the cutting tool known as the effective radius (Rw), the result would be a probable step down of 3 times that of the ball nose (ie 0.6mm instead of 0.2mm).
CAM strategies
With the new tool design, the issue moves to toolpath and strategy, as the tools need to be tilted at various angles to allow cutting contact all along the flute radius. This has meant that 5-axis machines and CAM strategies were integral to the future of the barrel tool concept.
OPEN MIND Technologies was the first CAM company to develop strategies that enabled the new type of tool to be used. The conical barrel cutter was the first tool developed and integrated by OPEN MIND for its hyperMILL CAM system to enhance what the company calls it's ‘Tangent Plane Machining’ strategy. The conical barrel tools employed in this strategy can cut machining times by up to 90% during tangent plane machining.
hyperMILL’s automatic alignment and nestling of conical barrel tools is part of the company’s ‘MAXX Machining’ strategy for High-Performance Cutting (HPC). This strategy automatically supports both the geometry and collision checking of conical barrel cutters, tangential barrel cutters and lens tools. Other CAM vendors have since developed solutions to suit the tools.
Comparing the barrel and the ball
A recent demonstration using the MAXX Machining strategy and a Mazak i-400 with conical barrel tools supplied by Tewkesbury based Quickgrind compared a 10mm diameter ball nose tool and a conical barrel tool with a radius of 500mm on a 10-mm shank.
Using a small step-over strategy of 0.2mm, the ball nose tool compared poorly with the conical barrel tool, which had a 3mm step over. The result was a tool path travel distance of 100m for the ball nose tool compared to 7m with the barrel tool. The machining time with the ball nose tool was 39 minutes whereas the conical barrel tool completed the task in just three minutes.
Components and features
Cutting tool experts like Quickgrind are often asked where barrel tools be applied? There is no straight forward answer. Rather than thinking about what components can be machined, it is better to think about the types of components you generally machine and which features within those parts have substantial cycle times that you would like to reduce.
These are some questions that may help any engineer considering barrel tools:
- Do you have parts that require a lot of finishing?
- What features take the longest time to finish?
- Are any features in hard to reach areas?
- Are there reach issues due to tool overhang or upstands?
- Do your machines have simultaneous 5-axis capabilities?
- Does your CAM software have advanced strategies for programming conical barrel cutters and lens tools?
Once you have considered these questions and if you want to look further into the options, it is time to contact Quickgrind. Within a short consultation period, Quickgrind will have a good idea in how its technology can support your business. The only limitations are the physical properties of the component and the machine tool dynamics.
Types of tools and how do I know which to use?
At Quickgrind, we take the view that we never want to limit ourselves or our clients and partners by concentrating on ‘off-the-shelf’ tooling. Considering our ethos, we have applied a philosophy throughout our company of ‘Infinite Possibilities’. We have explained the basic types of tools, but the question we are always asked is: What is your range?
Generally, cutting tool manufacturers publish product catalogues with a huge array of tool design types with the vast table of tool dimensions. At Quickgrind, we feel it is time for a change, it is time to cut the strings of catalogue limitations and demand the ‘right tool’ for your job.
With modern machine tool technologies and CAM software, we have opportunities for continuous improvements, but this will only be restricted by the cutting tool manufactured and used. At Quickgrind, we say ‘why restrict yourself when we can make virtually any cutting you need’ to optimise your tool paths and cutting strategies.
So, the considerations for barrel tools are no different in reality to any other tool in terms of dimensions. Firstly, you need to select a tool of an adequate diameter to give good strength when machining with as short an overall length and flute length as possible to generate the most secure outcome. With a barrel tool, engineers have to consider the tilt angle required and which flute radius is the most practical to achieve the desired finish and step-down rate.
This will often depend upon how your CAM software operates, so you will need to contact them and understand their strategies and then contact Quickgrind for the tool design. To give engineers an outline of the sizes and possibilities that are afforded by conical barrel tools, these are a few examples and pointers:
Generally, use the largest diameter and shortest length to give more stability and core strength in the tool.
Flute lengths are governed by the diameter and flute radius.
Ball end diameters can be made to suit your features, just remember that the barrel tool is ‘two tools in one’.
www.openmind-tech.com
