
metalworkingmag.com
15
'23
Written on Modified on
DMG MORI News
DMG MORI: WHAT IS ADDITIVE MANUFACTURING?
The industrial origins of additive manufacturing date back to the mid-1980s. In 1984, the U.S. physicist Chuck Hull patented the process of stereolithography, in which liquid plastic could be selectively cured layer by layer in a tank via a laser beam.

This mechanical build-up of material made it possible to create any desired components with complex shapes and even filigree internal structures directly from a three-dimensional CAD model.
Since then, this almost limitless freedom of design has excited researchers all over the world and inspired the development of ever new processes and applications with new materials. The spectrum of materials now ranges from plastics to ceramics and organic fabrics to a wide variety of metals. Overall, however, experts still see additive manufacturing at the beginning of its possibilities.
So the question of what additive manufacturing is can neither be answered in all its diversity nor conclusively. But at least there is a common denominator from which internal standardization has derived a terminology standard. Accordingly, additive manufacturing refers to processes for joining materials to produce parts from 3D model data, usually layer by layer. Moreover, ISO/ASTM 52900 categorizes commercially available AM systems into seven different processes, which differ in the way the material layers are created.
The glorious seven of the additive world
Since some of the additive process sequences are similar to the processes in an inkjet printer, the term 3D printing has also become established for additive manufacturing in common usage. However, the basic principles of the processes differ, sometimes extremely, according to the starting materials and the way in which the material is joined to form a solid body. Thus, the base of a 3D print can be liquid, powdered, viscous or solid, which is solidified and built up by melting together, sintering, laminating, bonding or polymerization, depending on the technology.
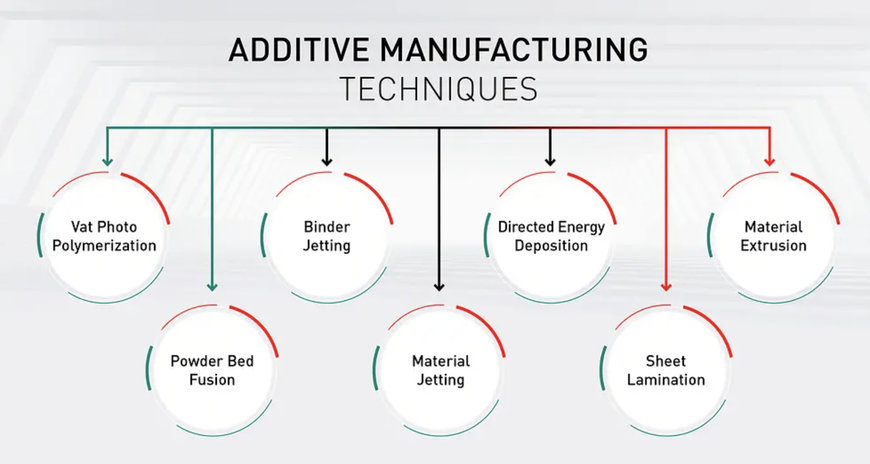
1 | Powderbed Fusion (PBF)
Powderbed fusion (DIN: powder bed-based fusion) is the dominant method in the metal sector. Here, components are manufactured by building up material layer by layer, as in the primeval days of stereolithography. The individual layers correspond to the horizontal "sections" of a three-dimensional CAD image of the body to be produced. These layers are then used to calculate a control program that directs a laser or electron beam with high precision over these cuts to fuse the material over their entire area. The area adheres to the previous layer and becomes solid as the material cools. Once the layer is melted, a new layer of powder is applied. DMG MORI has a successful presence in this area with the LASERTEC SLM series.
2 | Material Extrusion (MEX)
In material extrusion (DIN: material extrusion), the material is selectively dispensed through a nozzle or orifice. The moving nozzle, also called an extruder, applies a layer of material, whereupon either the extruder or the build platform raises or lowers and the process is repeated. MEX can be used to print a variety of materials. Mostly, these are thermoplastics in the form of so-called filaments (e.g. ABS, nylon, PEEK, PLA, etc.). In general, material extrusion can process paste-like materials. These include concrete or ceramics, but also foodstuffs such as chocolate or dough.
3 | Vat-Photopolymerisation (VPP)
In the VPP process (DIN: bath-based photopolymerization), liquid polymer resin material is selectively cured in a tank by light-activated polymerization. The two common VPP variants use either a laser or light-emitting diodes (LEDs) in conjunction with digital light processing (DLP) as the energy source for curing the resin. Laser-based VPP systems typically cure one layer before lowering the build volume and spreading a new layer of liquid photopolymer over the build area.
4 | Binder-Jetting (BJT)
In binder jetting (DIN: free-jet binder application), a print head applies droplets of a binder to the material and fuses the particles together in a predetermined pattern. Polymer, metal, ceramic or sand are processed. Once a layer is completed, the print platform moves down and a new layer of powder is applied to the build platform. Parts produced with binder jetting usually require post-processing to improve their mechanical properties. This may include adding an additional adhesive substance or placing the part in an oven to sinter the particles.
5 | Material Jetting (MJT)
In the MJT process (DIN: free jet material application), droplets of a photopolymer or other wax-like substances are selectively applied via nozzle heads. The material is then cured and solidified with UV light. Once a layer is cured, the print head nozzles apply new material to it layer by layer. This process can print different combinations of materials, creating different material properties or colors throughout the 3D printed part.
6 | Directed Energy Deposition (DED)
In the Directed Energy Deposition process (DIN: material application with directed energy input), a material is fused by targeted thermal energy by melting during application. The starting material is either a metal powder or a wire. The process produces near-net-shape parts and usually requires machining to achieve the required tolerances. For this reason, the DED process is often combined with a milling machine (at DMG MORI, exemplified by theLASERTEC DED hybrid series). More than one material can also be processed with DED. A special feature is that the process can also be used to repair damaged parts by applying the material directly to the damaged areas, for example a forming tool.
7 | Sheet Lamination (SHL)
Sheet lamination (DIN: layer lamination) also involves joining components by stacking and laminating thin layers of material – in this case using an adhesive or welding process. The materials that can be processed include metal, paper, polymers or composites. The layer contours are usually created by a machining process before or after the application of a layer or material. Possible process variants include Ultrasonic Additive Manufacturing (UAM), Selective Deposition Lamination (SDL) or Laminated Object Manufacturing (LOM). These processes are quite inexpensive and fast compared to other additive techniques, but also offer a less precise design.
At the beginning of possibilities
This overview of additive manufacturing processes makes the geometric diversity and versatile material selection obvious. Due to such advantages, additive manufacturing has already been able to firmly establish itself in many fields of application such as mechanical engineering, die & mold, medical technology or aerospace. Measured in terms of potential, however, the technology as a whole is still at the beginning of its possibilities. Overall, it is said to have the power to change industrial production profoundly and sustainably – always driven by the vision of being able to manufacture individualized, customer-specific products quickly and cost-effectively. Directly at the heart of the maturation process are materials, component size, accuracy, reliability and reproducibility. Indirect challenges also exist in automated post-processing, standardization of additive manufacturing and testing processes, and in terms of training both operators and engineers.
Meanwhile, the story of additive manufacturing is continuing not only in industry. In addition to the production of individual implants and prostheses, the potential applications in medicine, for example, range from training and diagnostics to the preparation of surgical procedures. High hopes are also pinned on the vision of "bioprinting". However, the "printing" of the body's own cells is still in the status of basic research.
Additive manufacturing in architecture and construction is much closer to practice (and easier to imagine). The production of design models for construction planning is already commonplace. Even printing the shells of houses is no longer a utopia. The general motivation is growing, especially in these fields of application, from the productivity, automatability and environmental compatibility of additive processes.
And the private sector has already discovered the benefits of additive manufacturing for itself. The multitude of materialized self-images are just as much evidence of this as the printer offers at discount stores or the numerous 3D communities for the exchange of tricks and data among tinkerers. One of the important side effects of the positive basic mood toward additive manufacturing processes is that it promotes interest in technology and innovation in society. On the other hand, 3D printing shows in countless small examples in the private sphere how, on the whole, the environment can be enormously relieved with low energy and material consumption and less waste in individualized production.
www.dmgmori.com
