
metalworkingmag.com
10
'23
Written on Modified on
MAPAL News
MAPAL PRESENTS FOUR INSERTS FOR STATOR BORES
MAPAL has developed a complex four-bladed actuating tool to round off its solution portfolio for stator drilling.
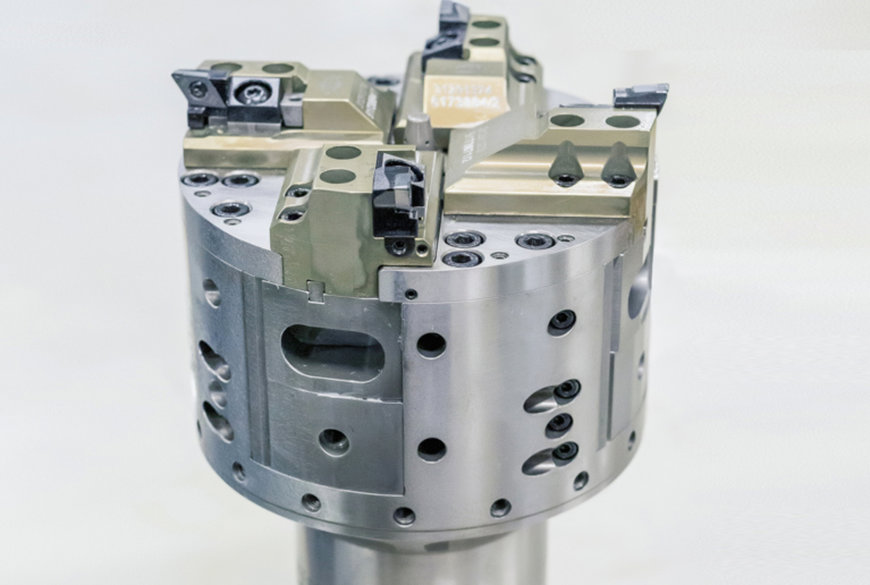
With its Expert Solution, MAPAL has come up with a highly productive machining process for the series production of stator housings for electric motors. The solution offers productivity and precision as well as short cycle times with a process of three steps: pre-machining, semi-finishing and fine machining at machining diameters of more than 220 mm and with an HSK100 connection. A sophisticated actuating tool is part of the solution.
For example, a thin-walled stator housing with a 220 mm stator bore is machined on a machining centre with an HSK100 connection. “The machining of the stator bore with indexable insert tools and fine boring tools represents the state of the art. They have proven themselves over and over again. However, to achieve more flexibility for faster machining, we developed a tool with four slides together with machine manufacturers and customers”, Müller says. The drawbar controls four facing slides equipped with ISO inserts and handles both pre-machining and fine machining. PCD cutting edges are used as the housing is made of aluminium. After the machining is done, the inserts are retracted, and the tool is moved out of the housing via rapid traverse. This saves cycle time without the risk of damage to the new surface. This solution is particularly productive and focusses on high quality, which is why it has found its way into the Expert Solution range of MAPAL’s solution portfolio.
Each of the four slides of the 22.5-kg-heavy tool has a face stroke of 20 mm – the inserts can thus be extended to a diameter of 40 mm. The drawbar compensates for wear and tear directly during machining. This makes for particularly reliable machining. For even shorter cycle times, the actuating tool is designed as a combination tool. In addition to machining the stator bore, steel bushings are pre-machined with four carbide inserts.
“The tolerance of the large bores is set to IT6 quality. That shows the precision with which our tools are manufactured, assembled and set. The four inserts have to interact with micrometre precision”, Müller states.
And so the experienced workers at the MAPAL Centre of Competence know the actuating tool inside out. Müller explains: “Assembling this sophisticated tool is similar to watchmaking.” It takes two to four weeks to assemble one tool. In order to set up the tool precisely at the customers’ premises, MAPAL offers a suitable setting device. The special machine is based on the UNISET-V and equipped with an additional axis – like the machining centre.

Cutting data:
- Aluminium machining
- vc = 690 m/min
- fz = 0.20 mm (pre-machining)
- fz = 0.15 mm (fine machining)
- Spindle speed = 1000 rpm
Steel machining
- vc = 160 m/min
- fz = 0.16 mm
- Spindle speed = 690 rpm
Not only the cutting data (see above) and the resulting surfaces with an Rz < 6.3 µm convince on the shop floor, the tool life of the inserts does too. The PCD inserts can machine 3,600 parts before they have to be changed. The carbide inserts manage 600 parts. “Our customers are very happy with the tools”, a delighted Müller relates. “The housings continue to be further developed; the contours slightly adapted. Thanks to the actuating tool, we can react to this easily and without changing the tool.”
www.mapal.com
www.mapal.com
