
metalworkingmag.com
17
'21
Written on Modified on
MAPAL News
WHEN TOOL EXPERTISE AND CONSULTING QUALITY MATCH
Start-ups in the field of machining services have to prevail against fierce competition. They cannot afford to waste money while procuring. This is also the case with Bonertz Technik GmbH, which was founded in 2014 and has since made the leap from a pure service provider to a manufacturer of innovative clamping devices for use in machine tools. When purchasing cutting tools, the company pays particular attention to performance, process reliability and good support.

„When we founded the company in 2014 we only had one CNC machine and initially worked purely as a machining service provider“, recalled Robert Bonertz, Managing Director of Bonertz Technik GmbH in Föhren. The company gradually increased its specialisation in more demanding tasks. Bonertz Technik GmbH deals with workpiece materials that are difficult to machine - special alloys, high-strength steels up to 1,100 N/mm2 or super-hard materials with up to 60 HRC. Bonertz Technik GmbH also specialises in components which require a complex clamping setup. Examples of this are filigree structures which have to be machined out of a solid with a high level material removal.
Satisfied customers enabled the company to grow rapidly. Today, Bonertz Technik GmbH has four modern, high-precision 3- and 5-axis milling centres in its production area. The necessary infrastructure in areas such as work preparation, CAD/CAM programming and quality assurance is also in place.
Development of advanced clamping technology
„With many machining tasks, we were always annoyed by the inadequacies of the available clamping technology for clamping the components“, recalled Managing Director Patrick Vilfan. This was especially apparent when the components to be processed had to be re-clamped due to frequent product changes. This required far too much time due to the cumbersome handling, which was detrimental to productivity. In addition, some of the clamping devices were very misshapen and created tool restrictions which hindered the machining. Another disadvantage of the standard clamping devices were the installation heights, which limited the available travel in the Z-axis.
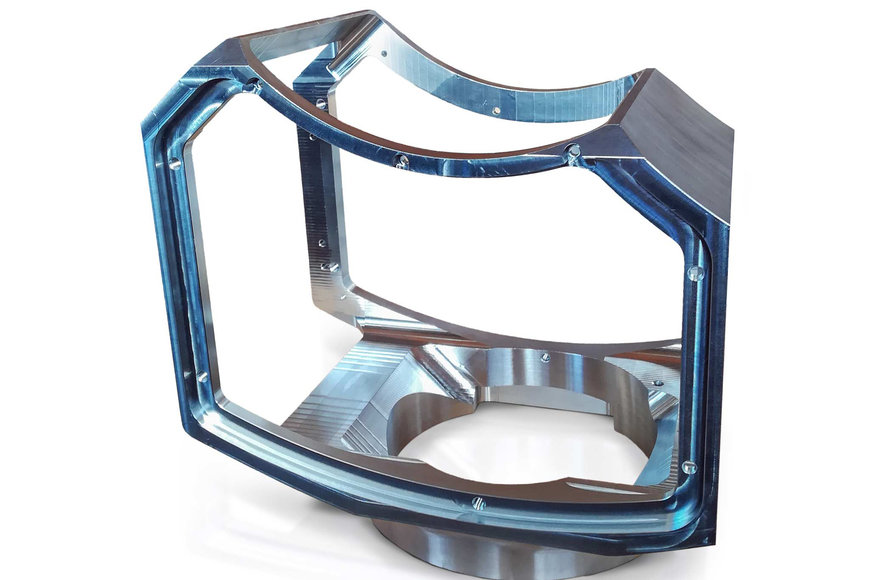
Component made of the high-strength aluminium alloy 7075 for the C-axis of a laser with a machining rate of more than 80 percent. (picture: Bonertz Technik GmbH).
That is why the people responsible at Bonertz Technik GmbH decided to produce better clamping devices themselves. And not only for personal use, but also for marketing. As time went by, various versions of 5-axis clamps were developed as well as an innovative machine table as an alternative to costly zero-point clamping systems.
Practicality in the foreground
„Practical considerations were at the forefront of our developments”, Patrick Vilfan explained. In addition to high clamping force, an important feature was extensive modularity in the structure. Depending on the design length, the base rails are equipped with a variety of interfaces to the machine table. The clamping range can be easily extended from 10 to 1335 mm by means of spacers without any loss of clamping force. The maximum clamping force is 50 kN. The jaws, which are available in a wide range of versions, can be replaced without tools in just a few quick seconds. In practice, the systems resulted in set-up time savings of up to 90 percent. The developers at Bonertz Technik GmbH paid special attention to avoiding tool restrictions as far as possible. The clamps are therefore also available in several height variations between 130 and 210 mm.

The HPC 5-axis clamps developed by Bonertz Technik GmbH can be handled quickly and easily, extended modularly up to a clamping width of 1335 mm and in some cases enable set-up time savings of up to 90 percent.
„The contact with Bonertz Technik GmbH came about rather by chance a few years ago because they were processing components for one of our subsidiaries as a contract manufacturer“, recalled Klaus-Dieter Leick, application engineer at MAPAL. This is how he got into conversation with Bonertz when he had problems machining high-strength tool steels with trochoidal milling cutters from a competitor.
Specifically, this involved solid carbide milling cutters for cutting depths of up to 3xD with diameters of 8-14 mm, the use of which revealed that the cutting forces were considerably too high in relation to the chip volume. „The resulting overload of the spindle was already clearly audible from the machine noise and could also be seen on the controller load diagrams“, Robert Bonertz said. Klaus-Dieter Leick then provided him with some MAPAL solid carbide milling cutters to test the associated machining process. The results were convincing.
A look into the machine room.
„The overload problems have been a thing of the past ever since thanks to the milling cutters from MAPAL. In addition, tool lives have increased significantly – by up to 30 per cent for some tasks“, Mr Bonertz is pleased to report. Since then, the managing director is familiar with the performance of the standard tools from MAPAL. For the tasks at hand, Bonertz Technik GmbH primarily requires solid carbide tools for steel machining, including milling cutters for roughing and finishing, trochoidal milling cutters, drills and deep drills as well as replaceable head systems for drilling and milling. At Bonertz Technik GmbH milling cutters are mainly used in the diameter range from 2 to 20 mm, drills in the diameter range from 1.2 to 20 mm.
„After the first successful applications we gradually used more and more tools from the MAPAL portfolio“, Mr Bonertz said. After the trochoidal milling cutters, the company tested solid carbide milling cutters for finishing its clamping systems. The tool previously used had defects on the surface caused by chatter marks. The tools from MAPAL were convincing thanks to their better cutting behaviour and the resulting surfaces.
„For us, the process reliability tools offer is a very important aspect“, Mr Bonertz explained. This is the only way that the employee can leave the equipment running after setting it up and devote himself to other tasks without having to worry about interruptions or even damage in the meantime. The tools from MAPAL are also excellent in this respect, confirms Bonertz. The managing directors are not only convinced by the technical factors – the economic aspects also play a role, of course: „We use replaceable head systems wherever possible“. Different interchangeable heads can be used with only one tool holder. A replaceable head is significantly cheaper than a comparable complete tool including tool holder. „For the reasons mentioned (quality, performance, process reliability and cost-effectiveness) around 80 percent of the solid carbide tools we use today come from MAPAL“, Mr Bonertz said.
Advice and support are convincing
„At MAPAL the quality of the advice and support matches the performance of the tools“, Patrick Vilfan said. Because the support provided by the field service is also an important aspect for Bonertz Technik. Klaus-Dieter Leick keeps in constant contact and provides samples for tests when new demand or interesting new products become apparent. Added to this is MAPAL‘s own initiative, for example if a specific product from the standard range is not immediately available from stock. „In such a case, we receive direct alternative suggestions regarding similar tools with which the required machining result can also be achieved“, Mr Vilfan said. This support has also contributed to MAPAL becoming a preferred contact for new tasks.
www.mapal.com
